全自動(dòng)數(shù)控彎管機(jī)使用說(shuō)明書(shū)

2020-09-08 23:34:17
50型全自動(dòng)數(shù)控彎管機(jī)使用說(shuō)明書(shū)
本說(shuō)明書(shū)對(duì)數(shù)控彎管機(jī)的原理、結(jié)構(gòu)、調(diào)試、操作方面內(nèi)容進(jìn)行指導(dǎo)說(shuō)明,操作者需要提前經(jīng)過(guò)彎管機(jī)生產(chǎn)廠(chǎng)家必要的安全培訓(xùn),掌握有關(guān)安全操作的知識(shí)后方可使用、維護(hù)該機(jī)床。
全自動(dòng)數(shù)控彎管機(jī)使用說(shuō)明書(shū)目錄:
一、設(shè)備外觀(guān)
二、設(shè)備技術(shù)參數(shù)
三、機(jī)床的功能及特點(diǎn)
四、機(jī)床彎管的工作原理
五、彎管模具的安裝及調(diào)整
六、機(jī)床的搬運(yùn)、安裝
七、彎管機(jī)的調(diào)整與操作
八、彎管機(jī)的日常維護(hù)及注意事項(xiàng)
九、彎管機(jī)機(jī)械及油壓部分常見(jiàn)故障及處理方法
十、全自動(dòng)數(shù)控彎管機(jī)系統(tǒng)操作手冊(cè)
一、設(shè)備外觀(guān)
二、設(shè)備技術(shù)參數(shù)
|
序號(hào) |
項(xiàng) 目 |
單 位 |
數(shù) 值 |
備 注 |
|
1 |
最大彎管規(guī)格 |
mm |
50*2.5 |
管徑*壁厚 |
|
2 |
最大彎曲半徑 |
mm |
200 |
|
|
5 |
最大彎曲角度 |
Deg |
190 |
|
|
6 |
一次送料最大距離 |
mm |
2280 |
|
|
7 |
機(jī)床中心高 |
mm |
1250 |
|
|
8 |
Y坐標(biāo)最大運(yùn)動(dòng)速度 |
m/min |
30 |
|
|
9 |
B坐標(biāo)最大運(yùn)動(dòng)速度 |
r/min |
40 |
|
|
10 |
C坐標(biāo)最大運(yùn)動(dòng)速度 |
r/min |
15 |
|
|
11 |
Y坐標(biāo)重復(fù)定位精度 |
mm |
±0.10 |
|
|
12 |
B坐標(biāo)重復(fù)定位精度 |
deg |
±0.10 |
|
|
13 |
C坐標(biāo)重復(fù)定位精度 |
deg |
±0.10 |
|
|
14 |
系統(tǒng)額定工作壓力 |
Mpa |
£14 |
|
|
15 |
油泵電機(jī)功率 |
kw |
5.5 |
|
|
16 |
外型尺寸 |
mm |
4160*960*1500 |
長(zhǎng)*寬*高 |
|
17 |
機(jī)床重量 |
kg |
約1500 |
|
三、機(jī)床的功能及特點(diǎn)
50CNC三軸數(shù)控彎管機(jī)系管材在常溫下進(jìn)行有芯纏繞式彎曲設(shè)備,如改變模具也可以用于方管、槽鋼等異型截面型材的彎曲。
本機(jī)床為CNC數(shù)控型,采用工業(yè)控制計(jì)算機(jī)控制三維空間運(yùn)動(dòng)的全自動(dòng)彎管機(jī)。主傳動(dòng)、夾緊運(yùn)動(dòng)通過(guò)液壓系統(tǒng)控制,小車(chē)縱向移動(dòng)及工件的空間轉(zhuǎn)動(dòng)用中慣量進(jìn)口伺服電機(jī)驅(qū)動(dòng)。數(shù)控系統(tǒng)可自動(dòng)控制工件的彎曲角度、空間轉(zhuǎn)角及直線(xiàn)送進(jìn)量,并對(duì)角度誤差予以補(bǔ)償。擁有每個(gè)工件不小于20彎曲工步,工件不少于500種的存儲(chǔ)容量。
管件的最小余量為(最大彎曲角度ⅩπⅩR÷180+3倍管直徑)-(最后彎曲角度ⅩπⅩR÷180)。
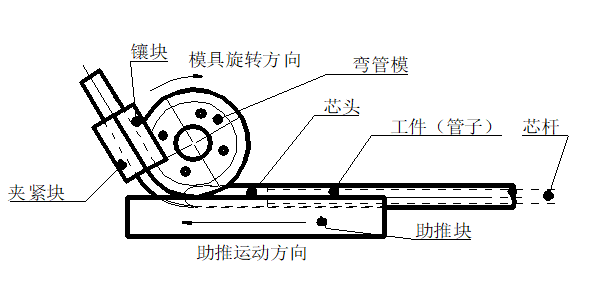
四、機(jī)床彎管的工作原理
本機(jī)床采用纏繞式彎管法(見(jiàn)圖二),即夾緊塊與彎管模夾住管件后,再由側(cè)推滑塊頂住管件,然后由主軸帶動(dòng)彎管模及夾緊塊一同旋轉(zhuǎn),側(cè)推滑塊由油缸推動(dòng)同速移動(dòng),管件被纏繞在彎管模圓弧槽內(nèi)彎曲成所需的圓弧。滑塊的移動(dòng)有利于管件的彎曲質(zhì)量
(圖二)
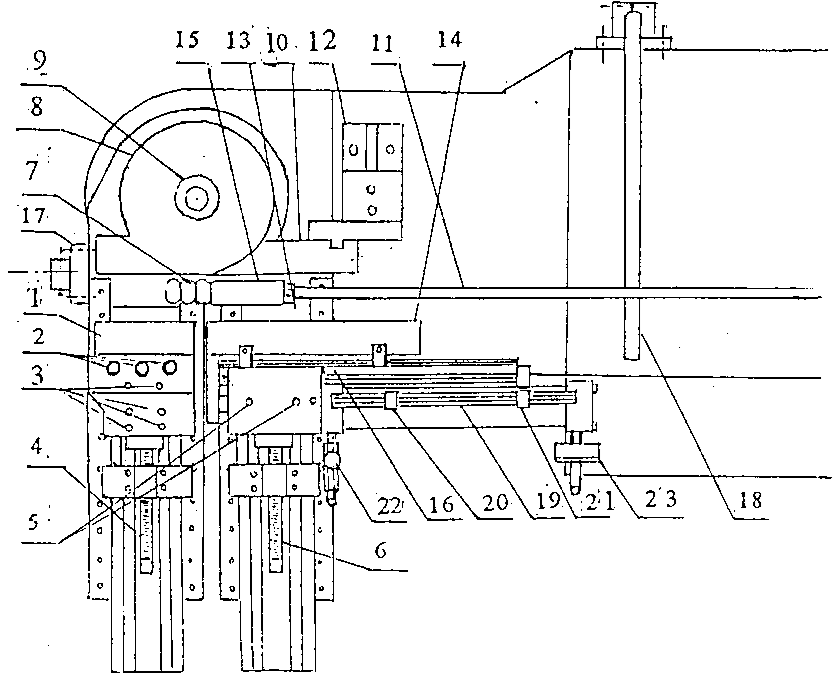
五、彎管模具的安裝及調(diào)整
|
1 |
夾緊模 |
2 |
夾緊模肖軸 |
3 |
夾緊模座固定螺絲 |
|
4 |
夾緊模調(diào)節(jié)螺桿 |
5 |
壓料模套固定螺絲 |
6 |
壓料模套調(diào)節(jié)螺絲 |
|
7 |
芯棒桿珠子 |
8 |
彎管模 |
9 |
彎管模鎖緊并帽 |
|
10 |
防皺板 |
11 |
芯棒桿 |
12 |
防皺板座 |
|
13 |
芯棒桿固定螺母 |
14 |
導(dǎo)模 |
15 |
芯棒 |
|
16 |
導(dǎo)模座 |
17 |
擋料棒座 |
18 |
扶料棒 |
|
19 |
輔推極限滑座槽板 |
20 |
輔推前限 |
21 |
輔推后限 |
|
22 |
輔推調(diào)速閥 |
23 |
輔推壓力表 |
|
|
全自動(dòng)數(shù)控彎管機(jī)模具的安裝(參照上圖)
以順時(shí)針?lè)较驅(qū)澒苣fi緊并帽(9),松開(kāi)取下,換上所需之彎管輪模后,鎖緊彎管模鎖緊并帽即可。
主夾模的安裝
取出主夾模銷(xiāo)軸(2),換上所需之夾緊模,銷(xiāo)軸插入即可。松開(kāi)夾緊模座固定螺栓(3),用手動(dòng)模式畫(huà)面操作主夾夾緊,轉(zhuǎn)動(dòng)夾緊模調(diào)節(jié)螺桿(4),向前移動(dòng)至夾緊模夾到彎管模,再按主夾退夾,轉(zhuǎn)動(dòng)夾緊模調(diào)節(jié)螺桿再向前移動(dòng)1/3圈或1/2圈。鎖緊夾緊模座固定螺絲即可。
導(dǎo)夾模的安裝
裝上導(dǎo)模,同上述方法基本相同,但調(diào)整的夾緊力比主夾模稍松一點(diǎn),當(dāng)出現(xiàn)管材內(nèi)皺時(shí),將壓料模套調(diào)節(jié)螺絲往前移動(dòng)約1/4圈后,試彎直至不出現(xiàn)內(nèi)皺為止。特別注意試彎時(shí)輔推前進(jìn)速度必須與彎管速度同步。
芯棒桿及芯棒油缸座的安裝和調(diào)整
芯棒珠子(7)安裝于芯棒桿上(11),芯棒桿擰入芯棒(15)上,芯棒接入芯棒油缸的十字接頭上,一般的調(diào)整方法是芯棒桿的前端應(yīng)超過(guò)彎管模中心切點(diǎn)2~5mm(應(yīng)視彎管模直徑大小而定,直徑大即超過(guò)切點(diǎn)的距離長(zhǎng)一點(diǎn),直徑小反之),芯棒油缸座安裝于芯棒油缸導(dǎo)軌上,芯棒油缸導(dǎo)軌上有一刻度尺,指針?biāo)境叽缂礊閺澒苣0霃匠叽纾匀绻鼡Q彎管模,芯棒油缸座也應(yīng)進(jìn)行相應(yīng)調(diào)整。
防皺裝置的安裝
防皺板(10)固定在防皺座(12)上,防皺板圓弧座緊貼在彎管模(8)上,前端盡可能到輪模中心,防皺板后端與導(dǎo)模的平行度應(yīng)相差1~2度。以減少防皺板與工件的磨擦力。
六、機(jī)床的搬運(yùn)、安裝
1、搬運(yùn):
整臺(tái)機(jī)床可用鋼絲穿入機(jī)床底部進(jìn)行吊運(yùn)。鋼絲繩與機(jī)床接觸部位應(yīng)墊上棉紗或布類(lèi)以免拉傷機(jī)體表面。在搬運(yùn)過(guò)程中要固定好活動(dòng)部分,以防止竄動(dòng)碰撞。
2、安裝:
機(jī)床的安裝為直接擺放,可以通過(guò)調(diào)整床腳下的減震墊鐵校正設(shè)備水平。
油冷機(jī)與機(jī)床的相互位置可按實(shí)際操作位置而定。
3、試車(chē)的準(zhǔn)備:
1)開(kāi)車(chē)前操作者應(yīng)仔細(xì)閱讀說(shuō)明書(shū),熟悉機(jī)床的安全事項(xiàng)、性能和操作規(guī)范。
2)接好操作箱與主機(jī)間的電纜線(xiàn)。
3)向液壓油箱加入液壓油至油標(biāo)中線(xiàn)。
4)回轉(zhuǎn)體和齒輪箱中加入20號(hào)機(jī)械油至油標(biāo)中線(xiàn)。
5)直線(xiàn)導(dǎo)軌滑塊及各處油杯注入潤(rùn)滑脂。
6)檢查運(yùn)動(dòng)部件的運(yùn)動(dòng)軌跡上和周?chē)欠裼挟愇铩?/p>
7)接通電源后按液壓電機(jī)啟動(dòng)按鈕(MOTOR)并迅速按急停按鈕(FSTOP),同時(shí)觀(guān)察電機(jī)轉(zhuǎn)向是否符合轉(zhuǎn)向標(biāo)志,若不符合,調(diào)整電源接線(xiàn)再試。
8)檢查液壓系統(tǒng)壓力(在液壓電機(jī)啟動(dòng)后,借助適當(dāng)?shù)墓ぞ撸磩?dòng)電磁溢流閥芯),壓力表上指示值應(yīng)小于14Mpa(一般出廠(chǎng)時(shí)已調(diào)好)。
七、彎管機(jī)的調(diào)整與操作
1、機(jī)床的調(diào)整:
為使彎曲管子得到設(shè)定的幾何形狀,根據(jù)管件外徑、壁厚、彎曲半徑,選擇好模具然后調(diào)整相應(yīng)的部件。
1)彎曲角度:
根據(jù)用戶(hù)需要可在操作顯于屏上輸入所需要的角度(見(jiàn)電器說(shuō)明書(shū))。
2)夾緊、助推滑板機(jī)構(gòu)的調(diào)整:
本機(jī)床的管子夾緊與助推均采用連桿增力機(jī)構(gòu)。為保證夾緊狀態(tài)的自鎖,可先放松管夾機(jī)構(gòu)、助推機(jī)構(gòu)的絲桿,在手動(dòng)狀態(tài)下使兩機(jī)構(gòu)處于夾緊位置,然后將絲桿擰緊。滑塊的速度可用單向節(jié)流閥來(lái)調(diào)節(jié),使其與主軸同步。
3)按照選定的管材、模具,調(diào)節(jié)回轉(zhuǎn)部分橫移絲桿,使其套簡(jiǎn)中心線(xiàn)與模具彎管部位中心重合。
4)尾架的調(diào)整:
首先調(diào)整尾架使芯桿中心與模具彎管部位中心重合,然后調(diào)整尾架活塞桿上的絲桿、使芯頭伸到合適的位置上。
2、機(jī)床的空運(yùn)轉(zhuǎn):
1)在手動(dòng)狀態(tài)下按動(dòng)作按鈕,驅(qū)動(dòng)相應(yīng)的油缸,觀(guān)察動(dòng)作是否正常,應(yīng)無(wú)爬行、脈動(dòng)和漏油現(xiàn)象。
2)用點(diǎn)動(dòng)方式驅(qū)動(dòng)小車(chē)沿導(dǎo)軌移動(dòng),回轉(zhuǎn)套筒轉(zhuǎn)動(dòng),觀(guān)察其靈活性和準(zhǔn)確性。
3)驅(qū)動(dòng)夾頭夾緊油缸看其滑套的移動(dòng)及夾緊的可靠性。
4)選擇幾個(gè)不同的角度,在自動(dòng)狀態(tài)下觀(guān)察,各機(jī)構(gòu)動(dòng)作的協(xié)調(diào)性與連貫性。待以下各項(xiàng)正常后,可轉(zhuǎn)入正常使用。
八、彎管機(jī)的日常維護(hù)及注意事項(xiàng)
1、機(jī)械請(qǐng)定期保養(yǎng),保養(yǎng)人員須經(jīng)教育訓(xùn)練合格人員。
2、檢查各部油壓系統(tǒng)之壓力是否正常。
3、彎曲臂之油管,線(xiàn)不可接觸到地面。
4、定期檢查油箱的液壓油須至油面計(jì)80%以上。
5、油面計(jì)的溫度指數(shù)不可超過(guò)60℃。
6、傳動(dòng)齒輪與齒條嚙合處須定期添加潤(rùn)滑脂。
7、滑動(dòng)部位或轉(zhuǎn)動(dòng)部位須定期添加潤(rùn)滑脂。
8、在5℃以下操作,注意積水不可結(jié)冰。
9、不可將帶磁性的物體靠近伺服馬達(dá),亦不可敲打。
10、液晶顯示屏清潔時(shí),請(qǐng)先斷電,不可用液體清潔劑或液化汽體清理。
11、勿將本機(jī)放置于漏雨、潮濕之處。
九、彎管機(jī)機(jī)械及油壓部分常見(jiàn)故障及處理方法
1、若發(fā)現(xiàn)油缸處漏油,確認(rèn)好更換密封圈即可。
2、若發(fā)現(xiàn)機(jī)器壓力不足,請(qǐng)檢查油箱內(nèi)油位置是否足夠,油溫是否過(guò)高。
3、當(dāng)接近開(kāi)關(guān)未感應(yīng)到時(shí),顯示屏上會(huì)顯示相應(yīng)的故障原因,按照顯示的故障了解故障位置,方便維修排除,詳情參考圖示。
4、如發(fā)現(xiàn)轉(zhuǎn)角角度不準(zhǔn),請(qǐng)先檢查附爪油缸是否前進(jìn),是否到位,或檢查相對(duì)應(yīng)的附爪是否加工過(guò)大。
5、如發(fā)現(xiàn)工作中伺服不轉(zhuǎn)角或伺服馬達(dá)不送料,請(qǐng)檢查伺服驅(qū)動(dòng)器是否出現(xiàn)故障代碼。最常見(jiàn)的故障是指電壓瞬間過(guò)低,如出現(xiàn)以上狀況,請(qǐng)先將總電源關(guān)掉,待30秒后重新開(kāi)機(jī)即可工作,如無(wú)法解決,請(qǐng)通知本公司,切勿擅自拆卸修理,否則后果自負(fù)。
6、如彎管角度不準(zhǔn),請(qǐng)檢查編碼器連軸器固定螺絲是否松動(dòng),末端慢彎是否有輸入角度。
7、如發(fā)現(xiàn)油壓某一個(gè)動(dòng)作沒(méi)有響應(yīng),請(qǐng)檢查對(duì)應(yīng)的電磁閥是否出現(xiàn)異常。
十、全自動(dòng)數(shù)控彎管機(jī)系統(tǒng)操作手冊(cè)
本段內(nèi)容較多,點(diǎn)擊鏈接,跳轉(zhuǎn)至新篇章進(jìn)行指導(dǎo)說(shuō)明。
Company Dynamics
Industry Information
Recommended Products
![]()
![]()
32 Left And Right Common Pipe Bender
![]()
![]()
Model 65 Multi-layer Mold Numerical Control Pipe Bender
![]()
![]()
50 Left And Right Common Pipe Bender
![]()
Type 18 CNC Pipe Bender
![]()
![]()
38 Servo CNC Pipe Bender
![]()
![]()
89 Type CNC Pipe Bender
![]()
![]()
89 Automatic Pipe Bender
![]()
![]()
Model 50 Multi-layer Mold CNC Pipe Bender
![]()
![]()
50 Double Mold CNC Pipe Bender
![]()
![]()
Model 38 Multi-layer Mold Numerical Control Pipe Bender
![]()
![]()
Model 18 Multi-layer Mold Numerical Control Pipe Bender























Links:不銹鋼丸 鎂合金加工 真空干燥機(jī) 貝朗線(xiàn)材折彎?rùn)C(jī) 鋁業(yè) 柴油發(fā)電機(jī)組 工業(yè)冷水機(jī) 防爆配電箱 渦旋振蕩器 防火柜 換熱設(shè)備 風(fēng)淋室 不銹鋼保溫水箱 洗沙機(jī) 細(xì)沙回收機(jī) PE儲(chǔ)罐 MVR蒸發(fā)器 防腐風(fēng)機(jī) 白酒灌裝機(jī) 數(shù)控切割機(jī) 波紋膨脹節(jié) 機(jī)床 移動(dòng)石料破碎機(jī) 叉車(chē)蓄電池 土壤養(yǎng)分檢測(cè)儀 鋸床 無(wú)人值守地磅 合金鋼管 搪玻璃反應(yīng)釜 鋼筋滾絲機(jī) 臥螺離心機(jī) 液壓機(jī) 建筑垃圾破碎機(jī) 電動(dòng)滾筒 端子
Copyright © HEAN
Copyright ? 禾安網(wǎng)站改版
support: 黎夕CC